
Sustainability
Discover our innovations that allow our new Die-sinking EDM machines to achieve reductions of up to 43% in daily energy consumption, compared to the previous generation.
Please accept all cookies to view the external content.
Please accept all cookies to view the external content.








Discover our innovations that allow our new Die-sinking EDM machines to achieve reductions of up to 43% in daily energy consumption, compared to the previous generation.
Please accept all cookies to view the external content.

Main Specifications
Main Specifications |
|
| Machine dimensions * | 1900 x 1690 x 2398 mm 74.80 x 66.53 x 94.4 in |
| Total weight (without dielectric) | 2800 kg 6173 lbs |
| Travel X, Y, Z * | 350 x 250 x 300 mm 13.78 x 9.84 x 11.81 in |
| Min./Max. distance between table and chuck *** | 150-450 mm 5.91-17.72 in |
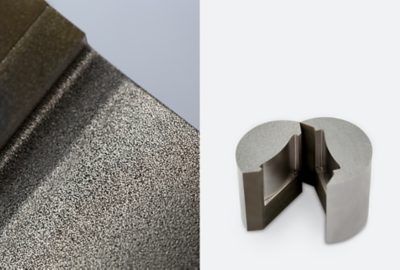
| Best surface finish RA | 0.08 μm |
| Capacity | 410 l 108.65 gal |
Workpiece and electrode
Workpiece and electrode |
|
| Max. workpiece dimensions * | 700 x 460 x 285 mm 27.56 x 18.11 x 11.22 in |
| Max. workpiece weight | 500 kg 1102.31 lbs |
| Max. electrode weight | 50 kg 110.23 lbs |
| Bath level (programmable) | 100 - 305 mm 3.94 - 12.01 in |
* Width x depth x height ** Width x depth *** With C-Axis Eco + SYSTEM 3R Macro
Main Specifications
Main Specifications |
|
| Machine dimensions * | 2265 x 2110 x 2780 mm 89.17 x 83.07 x 109.45 in |
| Total weight (without dielectric) | 4500 kg 9920 lbs |
| Travel X, Y, Z * | 600 x 400 x 450 mm 23.62 x 15.75 x 17.72 in |
| Min./Max. distance between table and chuck *** | 150-600 mm 5.91-23.62 in |
| Best surface finish RA | 0.08 μm |
| Capacity | 700 l 184.8 gal |
Workpiece and electrode
Workpiece and electrode |
|
| Max. workpiece dimensions * | 1040 x 730 x 410 mm 40.94 x 28.74 x 16.14 in |
| Max. workpiece weight | 1600 kg 3527.40 lbs |
| Max. electrode weight | 50 kg 110.23 lbs |
| Bath level (programmable) | 100 - 400 mm 3.94 - 15.75 in |
* Width x depth x height ** Width x depth *** With C-Axis Eco + SYSTEM 3R Macro
Main Specifications
Main Specifications |
|
| Machine dimensions * | 2970 x 3100 x 3320 mm 116.93 x 122.05 x 130.71 in |
| Total weight (without dielectric) | 7000 kg 15432 lbs |
| Travel X, Y, Z * | 900 x 700 x 500 mm 35.43 x 27.56 x 19.68 in |
| Min./Max. distance between table and chuck *** | 322-822 mm 12.68-32.36 in |
| Best surface finish RA | 0.1 μm |
| Capacity | 2500 l 662.5 gal |
Workpiece and electrode
Workpiece and electrode |
|
| Max. workpiece dimensions * | 1670 x 1120 x 560 mm 65.75 x 40.09 x 22.05 in |
| Max. workpiece weight | 3000 kg 6613.86 lbs |
| Max. electrode weight | 50 kg 110.23 lbs |
| Bath level (programmable) | 100 - 500 mm 3.94 - 21.65 in |
* Width x depth x height ** Width x depth *** With C-Axis Eco + SYSTEM 3R Macro
Please accept all cookies to view the youtube video content.